ଗ୍ଲୋବାଲ୍ ଫ୍ୟାମାଇଜେସନ୍ ସମାଧାନଗୁଡ଼ିକ ଯୋଗାଣକାରୀ |








ଉତ୍ପାଦଗୁଡିକ


ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଣିକା ବୋର୍ଡ ସ୍କୋ |
ଉତ୍ପାଦ ବର୍ଣ୍ଣନା
| ଉତ୍ପାଦ ନାମ | ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଣିକା ବୋର୍ଡ ସ୍କୋ | |
| ସାମଗ୍ରୀ | 304 ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲରୁ ତିଆରି, ଏହି ସ୍କ୍ରୁସ୍ ଭଲ ରାସାୟନିକ ପ୍ରତିରୋଧ ଏବଂ ସାମାନ୍ୟ ଚୁମ୍ବକୀୟ ହୋଇପାରେ | ସେଗୁଡିକ A2 ଅଶ୍ଳୀଳ ଷ୍ଟିଲ୍ ଭାବରେ ମଧ୍ୟ ଜଣାଶୁଣା | |
| ମୁଣ୍ଡ ଟାଇପ୍ | | କାଉଣ୍ଟର କରୁଥିବା ମୁଣ୍ଡ | |
| ଡ୍ରାଇଭ୍ ପ୍ରକାର | କ୍ରସ୍ ଛୁଟି | |
| ଲମ୍ବ | ମୁଣ୍ଡରୁ ମାପ କରାଯାଏ | |
| ପ୍ରୟୋଗ | ଚିପବୋର୍ଡ ସ୍କ୍ରୁ ହାଲୁକା କରିକାଙ୍କ କାର୍ଯ୍ୟ ପାଇଁ ଉପଯୁକ୍ତ, ଯେପରିକି ଚିପବୋର୍ଡ ଏବଂ MDF ର ସଭାରେ ବହୁ ପରିମାଣରେ ବ୍ୟବହୃତ ହୁଏ, ଏବଂ ସେମାନେ ଚିପବୋର୍ଡ ଏବଂ MDF ର ବିଧାନସଭା ରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହେଉଛନ୍ତି | (ମଧ୍ୟମ-ଘନତା ଫାଇବରବୋର୍ଡ) ଆସବାବପତ୍ର | |
| ମାନକ | ଦି ସ୍କ୍ରୁସ୍ ଯାହା ASM କିମ୍ବା DIN 7505 (A) ପରିମାଣ ପାଇଁ ମାନକ ସହିତ | |
ଉତ୍ପାଦ ବର୍ଣ୍ଣନା

ଆମର ଅଛିବୃତ୍ତିଗତ Qc ଇନ୍ସପେକ୍ଟର |ଉତ୍ପାଦନ ଏବଂ ଯାଞ୍ଚ ପ୍ରକ୍ରିୟାକୁ ତଦାରଖ କରିବା ପାଇଁ ନ୍ୟସ୍ତ ହୋଇଥିବା ପ୍ରକ୍ରିୟାକୃତ କାର୍ଯ୍ୟକୁ ତଦାରଖ କରିବା ଏବଂ ଅନ୍ତିମ ଉତ୍ପାଦଗୁଡ଼ିକର ମାନକ ଏବଂ ସଠିକତା ଏବଂ ସଠିକତା ସୁନିଶ୍ଚିତ କରେ |
କଞ୍ଚା ବା ଅନ୍ତିମ ଉତ୍ପାଦ ଏବଂ ଅନ୍ତିମ ଉତ୍ପାଦ ସହିତ କଞ୍ଚା ସାମଗ୍ରୀ କ୍ରୟରୁ |ସ୍କ୍ରୁଗୁଡିକ ଶିଳ୍ପ ମାନାଙ୍କ ସହିତ ସାକ୍ଷାତ କିମ୍ବା ରୁ ଅଲଗା ହେବା ପାଇଁ ପ୍ରାଥମିକ ଗୁଣାତ୍ମକ ଗୁଣାତ୍ମକ ଗୁଣାତ୍ମକ ନିୟନ୍ତ୍ରଣ ପ୍ରଣାଳୀ ସ୍ଥାନରେ ଅଛି |
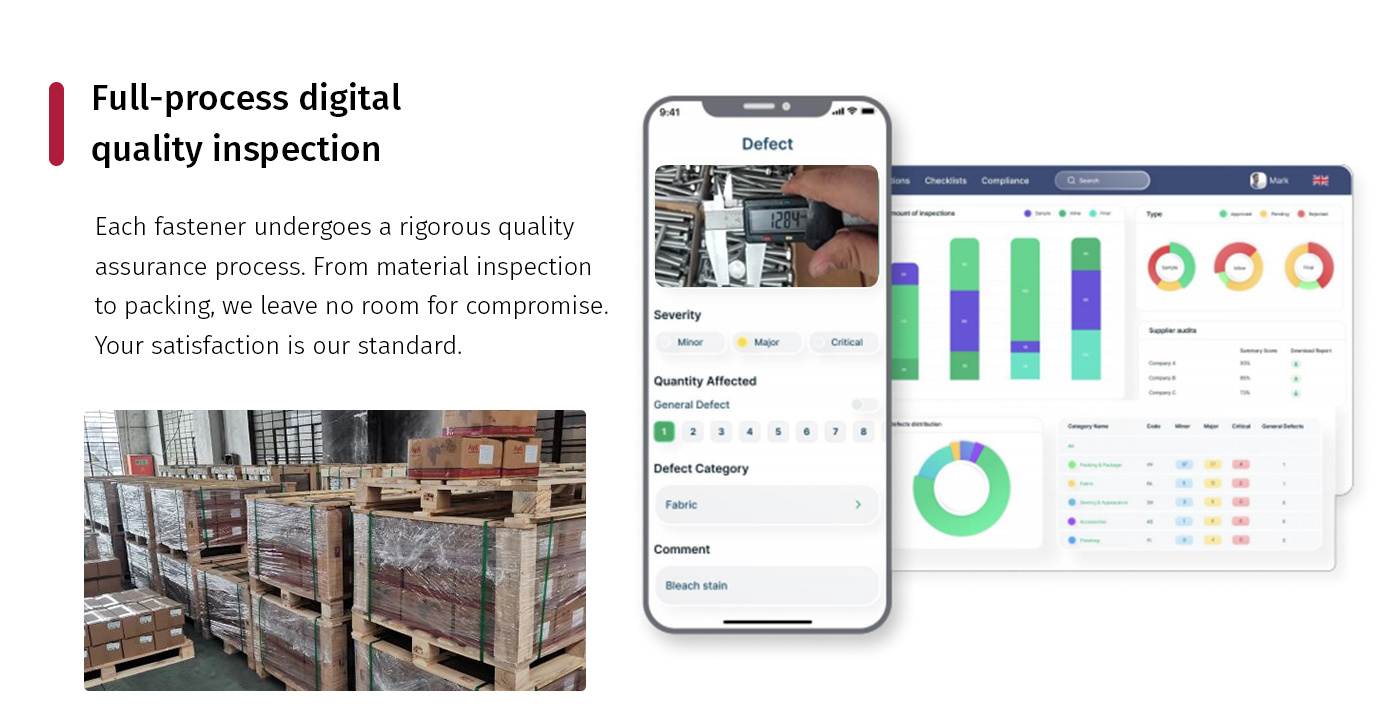
ଗୁଣବତ୍ତା ଗ୍ୟାରେଣ୍ଟି ଏବଂ ପରୀକ୍ଷଣ ବିଷୟରେ |ଫାଷ୍ଟେର୍ ଉତ୍ପାଦନର ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଅଂଶ | ଆୟାରେ, ଅଧିକାଂଶ ବିସ୍ତୃତ ଯାଞ୍ଚ ଫାଷ୍ଟେର୍ ବିଶ୍ଳେଷଣ କରିବାକୁ ବିଶ୍ଳେଷଣ କରିବାକୁ କରାଯାଇଥିଲା | ଶେଷରେ, ପୁଙ୍ଖାନୁଆ ଫଳାଫଳ ରିପୋର୍ଟ ନିଜେ ଗୁଣବତ୍ତା ଭଲ ପ୍ରମାଣ କରିବେ |
Qc ଇନ୍ସପେକ୍ଟରମାନେ ଉତ୍ପାଦ ଜ୍ଞାନ ଏବଂ ଉତ୍ପାଦନ କ ques ଶଳ ସହିତ ଭଲ ଭାବରେ ଅଭିଜ୍ଞ | ଅନ୍ତିମ ଉତ୍ପାଦ ବଜାର ଏବଂ ଗ୍ରାହକଙ୍କ ଆବଶ୍ୟକତା ପୂରଣ କରିବା ପାଇଁ ବିଶେଷ ଯନ୍ତ୍ରଗୁଡ଼ିକ ପ୍ରୟୋଗ କରାଯାଏ |
ଆମର ଡିଜିଟାଲ୍ ସିଷ୍ଟମ୍-କାରୁମାପ୍ରତ୍ୟେକ ବ୍ୟାଚ୍ କଞ୍ଚାମାଲରୁ କଞ୍ଚାମାଲରୁ ଶେଷ ସାମଗ୍ରୀକୁ ସମାପ୍ତ କରେ | ପ୍ରାନ୍ତର୍ବ ଗୁଣ ଯାଞ୍ଚ ପ୍ରମାଣପତ୍ର ଅନୁରୋଧ ପରେ ଦିଆଯାଇପାରେ |
ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାର କାର୍ଯ୍ୟକାରୀ ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ଆଭ୍ୟନ୍ତରୀଣ ପ୍ରକ୍ରିୟା ଅଥିଦଳ ଭାବରେ କାର୍ଯ୍ୟକାରୀ କରାଯାଇଛି |
ଅନ୍ତିମ ଉତ୍ପାଦ ଯାଞ୍ଚ |ଏକ ମୁଖ୍ୟ ବିନ୍ଦୁ | ଏହି ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ କାର୍ଯ୍ୟ ପାଇଁ AYA ର ଏକ ସମ୍ପୂର୍ଣ୍ଣ ନମୁନା ଚେକ୍ ସିଷ୍ଟମ୍ ଅଛି ଏବଂ ପ୍ରତ୍ୟେକ ବିବରଣୀ ସମ୍ପୂର୍ଣ୍ଣ ଯାଞ୍ଚ କରାଯିବ |
ଅନ୍ତିମ ଉତ୍ପାଦଗୁଡିକ ଗ୍ରାହକଙ୍କ ଆଶା ପୂରଣ କରିବାକୁ ସକ୍ଷମ କି ନାହିଁ ସମସ୍ତ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ଦ୍ୱାରା ତଦାରଖ କରାଯିବ |
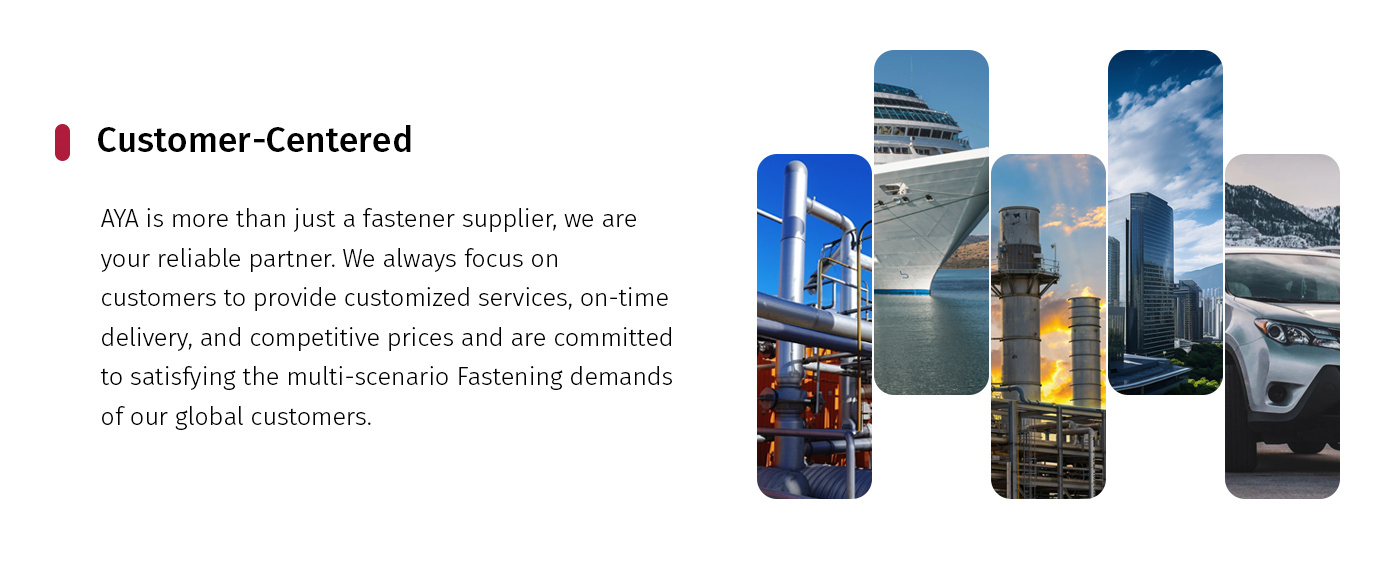
ଗ୍ରାହକଙ୍କ ମତାମତ ଏବଂ ବଜାରର ବଜାର ଏବଂ ବଜାରକୁ ବଜାର ଏବଂ ପ୍ରତିଯୋଗିତାମୂଳକତା ଏବଂ ପ୍ରତିଯୋଗିତାମୂଳକତା ଏବଂ ପ୍ରତିଯୋଗିତାମୂଳକ ଚାହିଦା ଉପରେ ଆଧାର କରି AYA ଫାଷ୍ଟେନର୍ସ କ୍ରମାଗତ ଭାବରେ ଉତ୍କୃଷ୍ଟ ଭାବରେ ଉତ୍କୃଷ୍ଟ ଭାବରେ ଉତ୍କୃଷ୍ଟ ଭାବରେ ଉତ୍କୃଷ୍ଟ ଭାବରେ ଉତ୍କୃଷ୍ଟ ଭାବରେ ଉତ୍କୃଷ୍ଟ ଭାବରେ ଉତ୍କୃଷ୍ଟ ଭାବରେ ଅପ୍ଟିମାଇଜ୍ କରେ |
ଚିପବୋର୍ଡ ସ୍କ୍ରୁ ସହିତ କାମ କରିବା ପାଇଁ ଟିପ୍ସ |
ପାଇଲଟ୍ ଛିଦ୍ର:ଯେତେବେଳେ ଚିପବୋର୍ଡ ସ୍କ୍ରୁଗୁଡ଼ିକ ହେଉଛି ଏକ ଭଲ ଡ୍ରିଲିଂ ପଏଣ୍ଟ, ଏହା ଏକ ଚିପବୋର୍ଡ ଖଣ୍ଡର ଧାର ନିକଟରେ କାମ କରିବା ସମୟରେ ଏହା ଏକ ଭଲ ଅଭ୍ୟାସ | ଏହା ବିଭାଜନକୁ ବିଭାଜନ ଏବଂ ଏକ ସଠିକ ସ୍ଥାପନ ନିଶ୍ଚିତ କରେ |
ଟର୍କ ସେଟିଂ:ଏକ ବିଦ୍ୟୁତ୍ ଡ୍ରିଲ୍ କିମ୍ବା ଭାରୀ ମେସିନ୍ ବ୍ୟବହାର କରିବାବେଳେ, ସ୍କ୍ରୁକୁ ଟାଣିବା ପାଇଁ କଳାଙ୍ଗ ସେଟିଂକୁ ସଜାଡ଼ନ୍ତୁ, ଯାହା ସାମଗ୍ରୀକୁ ଛଡ଼ାଇ ନେଇପାରେ |
ବ୍ୟବଧାନ:ଲୋଡ୍ ବଣ୍ଟନ କରିବାକୁ ସ୍କ୍ରୁ ମଧ୍ୟରେ ଉପଯୁକ୍ତ ବ୍ୟବଧାନ ନିଶ୍ଚିତ କରନ୍ତୁ ଏବଂ ୱାର୍ଡିଂ କିମ୍ବା ନଇଁବା ଠାରୁ ପଦାର୍ଥକୁ ରୋକନ୍ତୁ |

| ନାମକରଣ ଥ୍ରେଡ୍ ବ୍ୟାସ ପାଇଁ | | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | ||
| d | ସର୍ବାଧିକ | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | |
| ମିନିଟ୍ | 2.25 | 2.75 | 3.2 | 3.7 | 4.2 | 4.7 | 5.7 | ||
| P | ପିଚ୍ (± 10%) | 1.1 | 1.35 | 1.6 | 1.8 | 2 | 2.2 | 2.6 | |
| a | ସର୍ବାଧିକ | 2.1 | 2.35 | 2.6 | 2.8 | 3 | 3.2 | 3.6 | |
| dk | ସର୍ବାଧିକ = ନାମକରଣ ଆକାର | | 5 | 6 | 7 | 8 | 9 | 10 | 12 | |
| ମିନିଟ୍ | 4.7 | 5.7 | 6.64 | 7.64 | 8.64 | 9.64 | 11.57 | ||
| k | 1.4 | 1.8 | 2 | 2.35 | 2.55 | 2.85 | 3.35 | ||
| dp | ସର୍ବାଧିକ = ନାମକରଣ ଆକାର | | 1.5 | 1.9 | 2.15 | 2.5 | 2.7 | 3 | 3.7 | |
| ମିନିଟ୍ | 1.1 | 1.5 | 1.67 | 2.02 | 2.22 | 2.52 | 3.22 | ||
| ସକେଟ୍ ନମ୍ବର | 1 | 1 | 2 | 2 | 2 | 2 | 3 | ||
| M | 2.51 | 3 | 4 | 4.4 | 4.8 | 5.3 | 6.6 | ||